Zamówienia
Kontakt
Indukcyjnościowe belki pomiarowe
Produkowane są następujące typy indukcyjnościowych belek pomiarowych oznaczonych literami: IH, IM, IL – (inductive heavy, inductive medium, inductive light ), w które wyposażone są wszystkie wagi firmy MENSOR.
Rys. 1 Indukcyjnościowa belka pomiarowa dla zakresów od 200kg do 400 kg typ IH2
Belka IH2 posiada specjalne wykonanie sprężyn pomiarowych, których przekrój jest zmienny dla uzyskania równomiernego rozkładu naprężeń w całym obszarze pracy. Dzięki temu ma ona doskonałe własności metrologiczne i może być obciążana znacznymi siłami przyłożonymi nie w osi belki.
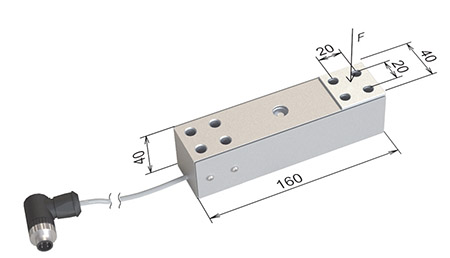
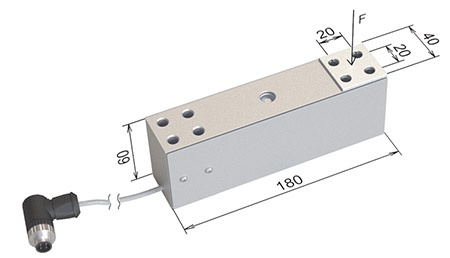
Rys. 2 Indukcyjnościowa belka pomiarowa dla zakresów od 30kg do 300kg typ IH
Belka typ IH jest najczęściej stosowana w wagach III klasy np. lekarskich osobowych, do ważenia zwierząt, magazynowych, medycznych krzesełkowych, łóżkowych i innych. We wszystkich indukcyjnościowych belkach stosowana jest zasada pomiaru całkowitego ugięcia w przeciwieństwie do belek tensometrycznych gdzie mierzymy odkształcenia na jej powierzchni. Zasada ta pozwala na uproszczenie konstrukcji sprężyn pomiarowych przy zachowaniu wymagań metrologicznych wag III klasy. Stąd belka IH stosowana jest w wielu wagach - wykonywane są one o długości 140 mm i 160 mm.
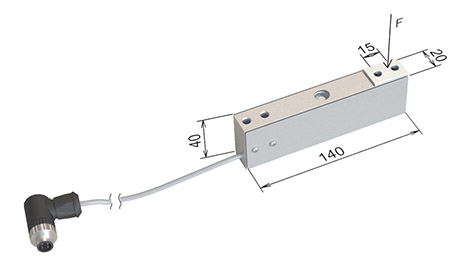
Rys. 3 Indukcyjnościowa belka pomiarowa dla zakresów od 1,5kg do 30 kg typ IM1
Mniejsze siły i naprężenia występujące dla obciążeń masą od 1,5kg do 30kg wymagają zastosowania innej geometrii belek IM w stosunku do wyżej opisanych indukcyjnościowych belek typu IH. Grubość belek typu IH wynosiła 40 mm natomiast indukcyjnościowe belki pomiarowe typu IM i IL posiadają grubość 20 mm
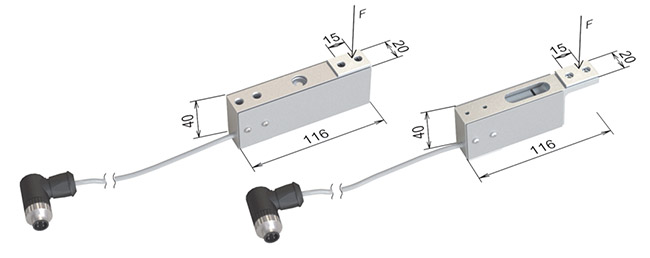
Rys. 4 Indukcyjnościowa belka pomiarowa dla zakresów od 50g do 5 kg (po lewej) oraz belka dla zakresów 150g do 500g typ IM2
Indukcyjnościowa belka pomiarowa typ IM2 różni się od belki IL długością i sposobem mocowania szalki. Długość belki IM2 wynosi 116 i posiada ona dwa otwory M4 do mocowania szalki.
Rys. 5 Indukcyjnościowa belka pomiarowa dla zakresów od 25g do50 g typ IL
Indukcyjnościowa belka pomiarowa IL ma długość 86 mm, zaś do mocowania szalki służy otwór. 1,4 mm. W tym przypadku szalka jest okrągła i może być łatwo wyjmowana np. na czas transportu lub w celu jej umycia.
Ww. indukcyjnościowe belki pomiarowe charakteryzują się:
- wysoka odporność mechaniczna na przeciążenia - dla małych zakresów do 1000%
- duża odporność na nie osiowe obciążenia stąd duże wymiary pomostów wagowych.
- wysoka dokładność wynikająca z mniejszych niż w przetwornikach tensometrycznych naprężeń wewnątrz belki pomiarowej - rozdzielczość 1mg
- możliwość budowy wag o małych zakresach pomiarowych od 0-25g
- małe gabaryty i wysoka odporność na przeciążenia, znacznie zmniejsza ciężar własny wagi
- belki indukcyjnościowe są wielokrotnie odporniejsze na boczne uderzenia od belek tensometrycznych
Indukcyjnościowe przetworniki pomiarowe
Indukcyjnościowe przetworniki pomiarowe mogą być wyposażone we wzmacniacz pomiarowy z procesorem kompensującym błędy metrologiczne belki: histerezę, pełzanie, nieliniowość, wpływ zmian temperatury otoczenia itd. W ten sposób mamy typoszereg przetworników masy o zakresach po-miarowych od 25g do 400kg podobnych jak w wagach elektronicznych z wyjściami: USB, RS232 lub RS485. Przetworniki te mogą być zabudowane jak na rys. 6 dla zakresów pomiarowych od 30kg do 300kg lub mogą być stosowane bez obudowy.
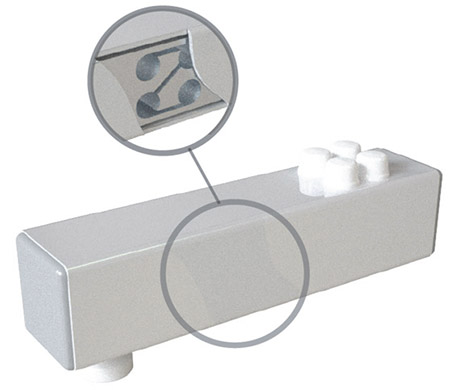
Rys. 6 Przetwornik masy z belką pomiarową typu IH; z lewej strony widoczny przekrój obudowy dla pokazania belki
Na rys. 6 pokazany jest przetwornik masy z belką pomiarową typu IH zabudowaną w mocnej stalowej obudowie lakierowanej proszkowo, wykonanej z kwadratowego profilu stalowego 50x50 mm z ścianką 2 mm. Na końcu przetwornika rys. 6 widzimy regulowaną nóżkę, która w wersji wodoszczelnej usytuowana jest w elastycznej membranie .
Konstrukcja ta przeznaczona jest do budowy wag wymagających zastosowania kilku przetworników pomiarowych oraz dla zastosowań przemysłowych np. pomiar masy zbiornika zawieszonego na trzech modułach pomiarowych. Z góry widoczne są cztery korki nałożone na śruby M8 mocujące belkę do podstawy, z dołu znajdują się takie same cztery śruby mocujące belkę do obudowy – jest to szczególnie mocne i sztywne połączenie belki z obudową.
Indukcyjnościowa belka pomiarowa umieszczona w stalowej obudowie rys. 6 może mieć wodoszczelne i pyłoszczelne wykonanie. Opisany przetwornik stanowi zespół mechaniczny szczególnie sztywny i odporny na przeciążenia pomiarowe oraz przypadkowe siły zewnętrzne. Stąd doskonale nadaje się on do zastosowań w trudnych warunkach przemysłowych.
Przetwornik masy z belkami pomiarowymi: IH, IM1 i IM2 stosowany jest w wagach elektronicznych firmy MENSOR o zakresach pomiarowych od 3kg do 300kg, które posiadają CERTYFIKAT ZATWIERDZENIA TYPU WE PL 06 003 Głównego Urzędu Miar. Wysoka niezawodność działania ww. przetworników pozwoliła na udzielanie 5 letniego okresu gwarancyjnego na te zespoły pomiarowe.
W jednym profilu stalowym o boku 50mm mogą być zamontowane dwie belki indukcyjnościowe typu IH , podobnie jak na rys.6. Długość takiego modułu pomiarowego rys. 7 może wynosić od 0,5m do 1,5m,
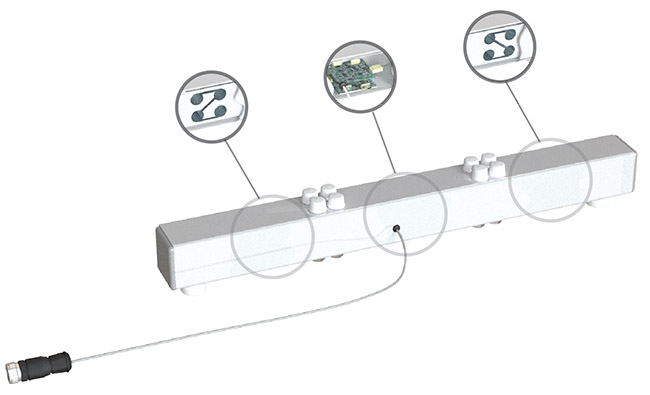
Rys. 7 Przetwornik pomiarowy oparty na dwóch belkach
Podobnie jak w przypadku przetwornika z rys. 6 nogi regulacyjne mogą być usytuowane w elastycznych membranach, co zapewnia wodoszczelność całego modułu pomiarowego.
W przypadku potrzeby pomiaru siły skupionej np. przy pomiarze siły wewnątrz rozciąganej liny można zastosować przetwornik przedstawiony na rys. 8. Rozwiązanie to jest podobne do wag hakowych np. WM150P2A (H) – nie ma tutaj jedynie zespołu wyświetlacza a układ elektroniczny umieszczony w metalowej obudowie razem z belką pomiarową.

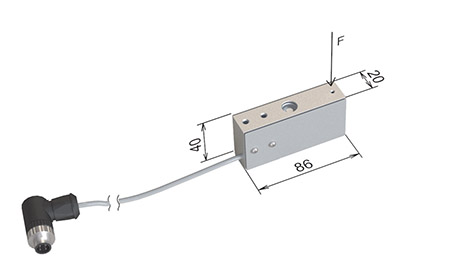
Rys. 8 przetwornik pomiarowy do pomiaru siły skupionej
Przykłady zastosowań przemysłowych
Wyżej opisane indukcyjnościowe przetworniki pomiarowe mogą być stosowane w różnych systemach ciągłego pomiaru masy (w systemach wagowych). Każdy konkretny przypadek wymaga najczęściej wykonania nowego projektu, kompletacji elementów systemu, wykonania montażu i uruchomienia. Niżej zostaną opisane schematy typowych systemów wagowych możliwe do zbudowania za pomocą indukcyjnościowych przetworników pomiaru masy. Do sterowania ww. systemami może być zastosowane oprogramowanie firmy amerykańskiej Advantech zainstalowane w programie komputerowym Windows, specjalne oprogramowanie oparte na procesorach ARM lub specjalne sterowniki.
Przed przystąpieniem do wyboru zakresu pomiarowego przetwornika i ustaleniem algorytmu sterowania należy przeprowadzić badania obiektu pomiaru ustalając jego wielkości wej-ściowe i wyjściowe oraz określając jego własności dynamiczne.
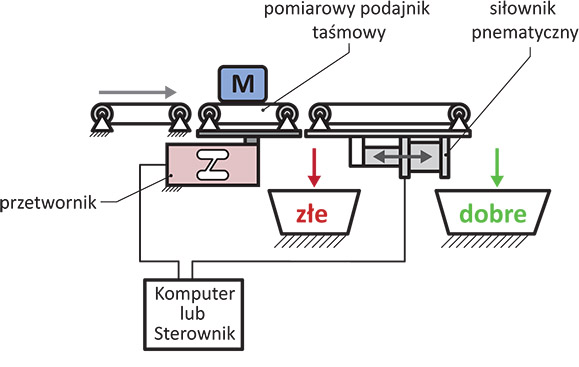
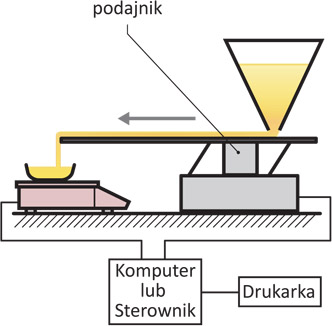
Rys. 9 Pomiar masy w ciągu technologicznym
Na Rys. 9 przedstawiony jest schemat pomiaru masy produkowanych elementów i ich automatyczna selekcja na dobre i złe w zależności od wartości zmierzonej masy. Siłownik pneumatyczny podnosi odbierający podajnik taśmowy w przypadku nieprawidłowej masy elementu ważonego, który spada do kosza "złe".
Rys. 10 Automatyczne porcjowanie materiałów sypkich
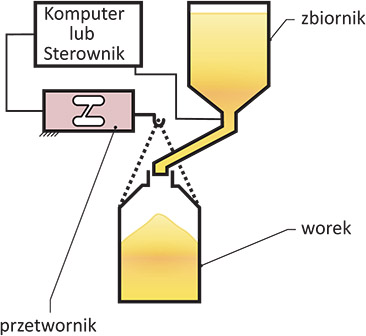
Rys. 10 przedstawia schemat porcjowania masy sypkiej do worka 2 zawieszonego na przetworniku masy, W momencie napełnienia worka pojawia się sygnał zamykający zawór wylotowy zbiornika .
Rys. 11 Regulacja natężenia przepływu materiałów sypkich
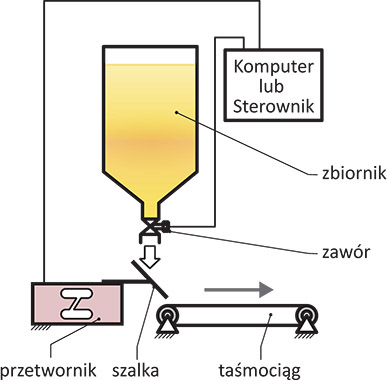
Materiał spadający na skośnie ustawioną szalkę Rys. 11 wywiera pionową siłę składową na szalkę, która mierzona jest za pomocą przetwornika masy 4. Wartość tej siły jest proporcjonalna do natężenia przepływu materiału wypływającego z zbiornika. Do systemu sterującego zadana jest wartość natężenia przepływu, która porównana zostaje z wartością mierzoną przetwornika pomiarowego. W ten sposób można ustawiać dowolną wartość natężenia przepływu, która po nastawieniu utrzymuje stałą wartość.
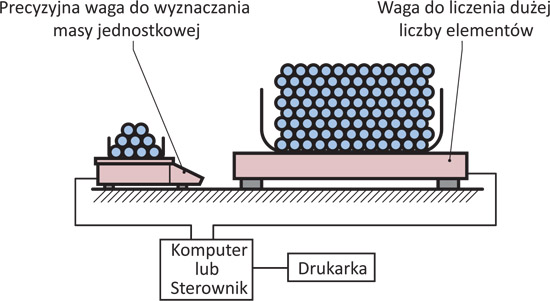
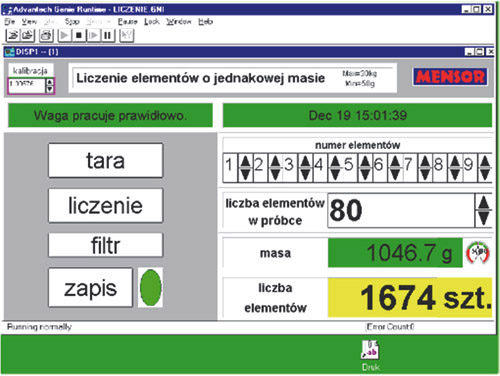
Rys. 13 System dwóch wag liczących elementy o tej samej masie
Zasadą działania dwóch wag liczących jest dokładny pomiar próbnej partii elementów na małej wadze - wartość tej masy zostaje wprowadzona do programu komputerowego. Natomiast na dużą wagę nakładana zostaje rzeczywista partia liczonych elementów, których liczba wskazywana jest na monitorze komputera. Dzięki dokładnemu wyznaczeniu próbnej partii elementów uzyskuje się dokładny wynik liczenia oraz nie ma potrzeby wprowadzania dużej liczby elementów na małą wagę. Układ taki był zbudowany dla przemysłu przez firmę MENSOR; mała waga miała udźwig 30kg zaś duża waga 2000kg. Dzięki takiej konstrukcji na małą wagę możliwe jest ręczne nałożenie kilku elementów natomiast na dużą wagę nakładano za pomocą wózka widłowego kosz z liczonymi elementami.
Rys. 13a. System wag liczących wykonany dla firmy Bertrand Faur; mała waga o udźwigu 2,5kg, duża 30 kg oraz drugi zestaw, mała waga o udźwigu 30kg i duża waga o udźwigu 2 tony
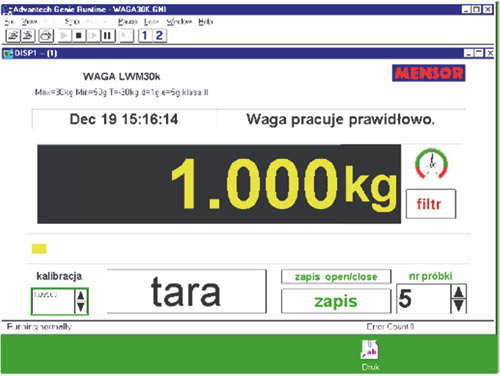
Rys. 13b System dwóch wag liczących elementy o tej samej masie dla firmy Bertrand Faure – widok display

Rys. 13c System dwóch wag liczących elementy o tej samej masie dla firmy Bertrand Faure – widok wag
Rys. 15 Automatyczne porcjowanie materiałów sypkich
Na rys.15 przedstawiony jest schemat precyzyjnego porcjowania materiałów sypkich za pomocą podajnika wibracyjnego 2, Po osiągnięciu wymaganej wartości masy mierzonej za pomocą wagi 1 następuje wyłączenie podajnika wibracyjnego i przerwanie procesu dozowania.
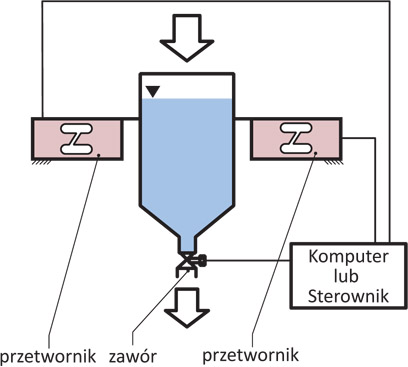
Rys. 16 Automatyczne odważanie materiałów ciekłych
Schemat automatycznego odważania i porcjowanie płynu przedstawia rys. 16. Zbiornik z płynem jest cały czas ważony za pomocą dwóch przetworników 1, których sygnały wyjściowe wprowadzane są do układu sterującego. Dozowanie odbywa się przez cykliczne zmniejszanie masy zbiornika o wymagana wartość. Zawór regulacyjny 2 uruchamiany jest sygnałem z sterownika lub programu komputerowego.
Kolejnym przykładem przemysłowego zastosowania jest system centralnego pomiaru masy na stanowiskach produkcyjnych w największej na świecie firmie amerykańskiej BUCYRUS, która produkuje maszyny do wydobycia węgla. Większość stanowisk produkcyjnych w tej firmie stanowią stanowiska spawania elementów maszyn za pomocą drutu spawalniczego umieszczonego w beczkach.
Zaprojektowano system kontroli pracy na stanowiskach spawalniczych poprzez ciągły pomiar masy drutu spawalniczego znajdującego się w standardowej beczce. W ten sposób kontrolowano zużycie drutu oraz rytmiczność pracy spawaczy. Z wykresu wartości masy drutu znajdującego się w beczce w funkcji czasu można ocenić czynny okres spawania tj. pobierania drutu z beczki ubytku jej masy lub okresy przerwy w pracy. Do ww. pomiarów opracowano specjalną konstrukcję wagi do ważenia beczek z drutem spawalniczym rys. 17

Rys. 17 Waga specjalna do ważenia drutu spawalniczego w beczce
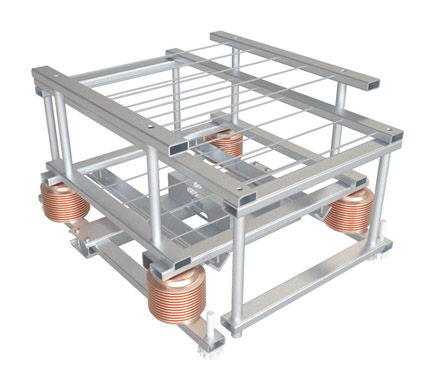
Następnym przekładem specjalnej konstrukcji jest waga o udźwigu 2kg przeznaczona do ważenia mat szklanych (długości powyżej 1m) w ciągu produkcyjnym rys.18. Pomost wagowy wykonano tutaj z aluminiowych profili, połączonych poprzez również aluminiową konstrukcję przestrzenną z dwoma indukcyjnościowymi belkami pomiarowymi.

Rys 18 Waga specjalna do ważenia mat szklanych
Kolejnym przykładem jest waga specjalna o udźwigu 300kg do ważenia cielaków, wykonana dla eksperymentalnej fermy hodowlanej rys. 19

Rys. 19 Waga specjalna wykonana dla eksperymentalnej fermy hodowlanej do ważenia cielaków
Współpraca z instytutami naukowymi
Firma MENSOR posiada formalne uprawnienia do prowadzenia naukowych prac badawczych w zakresie pomiarów masy. Bogate wyposażenie w różnorodne urządzenia technologiczne, aparaturę pomiarową i wysokokwalifikowany personel pozwala na podejmowanie trudnych problemów badawczych.
Współpraca z instytucjami naukowymi dotyczyła opracowania specjalnych stanowisk badawczych i dydaktycznych lub badań zlecanych zgodnie z tematyką projektów badawczych prowadzonych przez firmę MENSOR. Większość instytutów naukowych nie dysponuje różnorodnymi urządzeniami technologicznymi i aparaturą pomiarową, która jest niezbędna do budowy specjalnych stanowisk laboratoryjnych szczególnie w dziedzinie pomiarów masy. Z drugiej strony podczas wykonywanych przez firmę MENSOR projektów badawczych istniała potrzeba zlecania części badań instytutom. Stąd wychodząc z chronologii czasowej firma MENSOR w okresie ostatnich 15 lat współpracowała z następującymi instytutami naukowymi:
- Instytut Maszyn Przepływowych Politechniki Łódzkiej
- Instytut Bioniki i Inżynierii Biomedycznej Polskiej Akademii Nauk
- Instytut Technologii Wyrobów Precyzyjnych i Elektronicznych, Wydział Mechatroniki Politechniki Warszawskiej
- Katedra Wytrzymałości Materiałów, Wydział Mechaniczny Politechniki Łódzkiej
- Akademia Medyczna w Lublinie
- Wydział Inżynierii Materiałowej Politechniki Warszawskiej
- Przemysłowy Instytut Elektroniki
- Wyższa Szkoła Technologii Informatycznych
- Wydział Elektryczny Politechniki Warszawskiej
- Wydział Elektroniki i Technologii Informatycznych Politechniki Warszawskiej
- Szkoła Główna Gospodarstwa Wiejskiego, Wydział Nauk o Żywności
- Wydział Mechatroniki, Wojskowej Akademii Technicznej
Przykładem ww. współpracy może być stanowisko laboratoryjne do badań naukowych procesu suszenia owoców w warunkach próżni wykonane dla SGGW. Głównym zespołem pomiarowym tego stanowiska była indukcyjnościowa belka pomiarowa umieszczona w komorze próżniowej suszarki połączona z systemem tacek sterowanych cyklicznie rys. 13. Mamy tutaj przykład precyzyjnego pomiaru masy w warunkach komory próżniowej wykonywany w długich okresach czasu podczas odparowania wody z suszonych owoców. Dodatkowym czynnikiem komplikującym pomiar było ciepło dostarczane do badanych owoców w trakcie ich suszenia.
Rys. 13 Główny zespół pomiarowy komory próżniowej do badania procesu suszenia owoców, wykonany dla SGGW
System sterowania zespołem pomiarowym rys. 13 zaprojektowano za pomocą programu komputerowego firmy amerykańskiej Advantech przeznaczonego do automatyzacji różnych procesów produkcyjnych. Widok ekranu monitora z funkcjami sterującymi proces suszenia owoców przedstawia rys. 14.
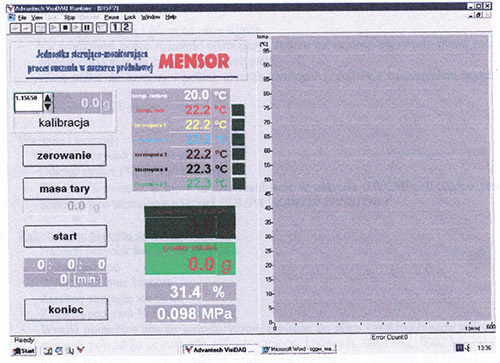
Rys. 14 Widok ekranu monitora z funkcjami sterującymi proces suszenia owoców w SGGW
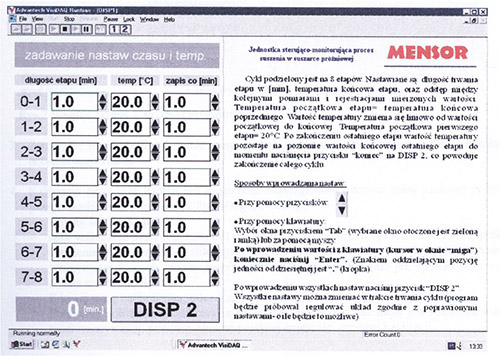
Rys. 14a Widok ekranu monitora z funkcjami sterującymi proces suszenia owoców w SGGW
Następnym przykładem współpracy z instytutami może być specjalny przetwornik ciśnienia z wyjściem RS232 na komputer wykonany dla Akademii Medycznej w Lublinie. Na rys. 15 i 16 pokazane są okna monitora z DISP 1 i DISP 2. Na pierwszym z nich znajdują się wyświetlacze cyfrowe wyskalowane w: mmHg, mmH2O i kPa oraz okno z wykresem zmian ciśnienia w funkcji czasu. Na rys. 16 widoczne jest okno monitora z DISP 2 i wykresem przebiegu zmian ciśnienia, po lewej stronie widać suwak do polaryzacji sygnału wejściowego aby pomiar odbywał się w obszarze zmian ciśnienia 0-20 mmHg.

Rys. 15 Wygląd monitora z oknem DISP 1; trzy wyświetlacze ciśnienia i wykres zmian ciśnienia
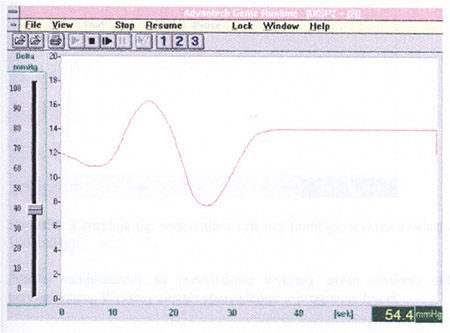
Rys. 16 Wygląd monitora z oknem DISP 2; wykres zmian ciśnienia i suwak dla polaryzacji części sygnału wejściowego
Przykładem współpracy z Politechniką Częstochowską jest specjalne waga o udźwigu 20g do pomiaru ubytku masy próbki materiału spalanego w temperaturze 1500 oC. Zastosowanie w tym przypadku belki tensometrycznej nie jest możliwe zaś wykorzystanie systemu pomiarowego opartego na siłowniku magnetoelektrycznym bardzo trudne. Wysoka temperatura spalania wymagała zawieszeni badanej próbki na końcu pręta umieszczonego w komorze pieca. Drugi koniec pręta połączono z indukcyjnościową belką pomiarową rys. 16c a sygnał wyjściowy wskazywany był na wyświetlaczu widocznym z lewej strony rysunku oraz został wprowadzony do komputera za pomocą złącza RS232.
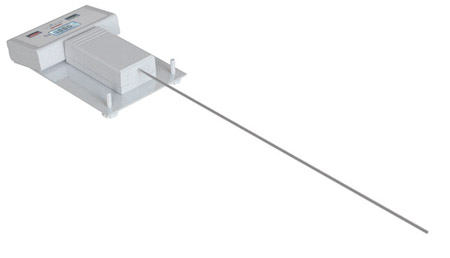
Rys. 16c. Waga specjalna dla Politechniki Częstochowskiej przeznaczona do badania procesu spalania w wysokich temperaturach.
Przykładem współpracy między Wydziałem Mechanicznym Politechniki Łódzkiej a firmą MENSOR mogą być komputerowe badania rozkładu naprężeń w indukcyjnościowej belce pomiarowej o udźwigu 400kg. Badania te zostały wykonane w ramach projektu badawczego SPAWAG prowadzonego przez firmę MENSOR przy współpracy z firmą amerykańską BUCYRUS. Analiza rozkładu naprężeń w indukcyjnościowej belce pomiarowej rys. 17 pozwoliła na optymalizacje parametrów metrologicznych i geometrii tej belki.
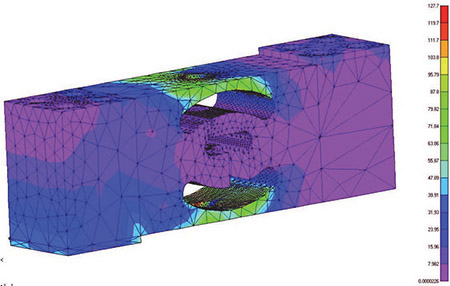
Rys. 17 Rozkład naprężeń w indukcyjnościowej belce pomiarowej o udźwigu 400kg
Kolejnym przykładem współpracy między Wydziałem Inżynierii Materiałowej Politechniki Warszawskiej a firmą MENSOR były badania składu metalograficznego stopów aluminium (PA6) dostępnych na rynku europejskim. Ciekawym wnioskiem tych badań było stwierdzenie, że skład procentowy stopu aluminium PA6 produkowanego w Polsce w Kętach jest taki sam jak analogiczny stopu 2017A produkowany w Szwajcarii, jednak własności sprężyste tego stopu są znacznie lepsze, rys.18.
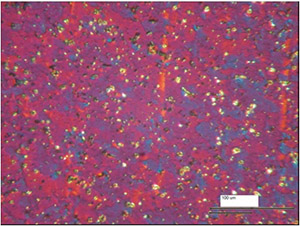
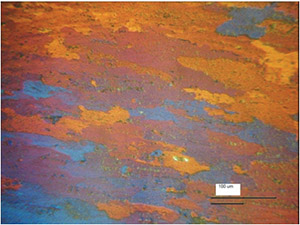
PA6 Kęty 2017A Szwajcaria
Rys. 18 Mikrostruktura stopu aluminium PA6 produkowanego w Kętach i mikrostruktura stopu o identycznym składzie metalograficznym 2017A produkowanym w Szwajcarii (znacznie lepsze w tym drugim przypadku własności sprężyste).
Ww. badania metalograficzne wykonane przez Wydział Inżynierii Materiałowej Politechniki Warszawskiej okazały się bardzo pomocne dla firmy MENSOR przy doborze materiału na indukcyjnościowe belki pomiarowe.
Spis treści
![]() Informacja o firmie MENSOR
Informacja o firmie MENSOR
![]() Nowa indukcyjnościowa metoda pomiaru masy
Nowa indukcyjnościowa metoda pomiaru masy
![]() Indukcyjnościowe belki pomiarowe
Indukcyjnościowe belki pomiarowe
![]() Wagi medyczne, wagi lekarskie
Wagi medyczne, wagi lekarskie
![]() Wagi do ważenia zwierząt - weterynaryjne
Wagi do ważenia zwierząt - weterynaryjne
![]() Wagi platformowe, magazynowe
Wagi platformowe, magazynowe
![]() Wagi pomostowe, stołowe
Wagi pomostowe, stołowe
![]() Wagi i systemy liczenia elementów
Wagi i systemy liczenia elementów
![]() Wagi hakowe
Wagi hakowe
![]() Wagi precyzyjne
Wagi precyzyjne
![]() Wagi laboratoryjne
Wagi laboratoryjne
![]() Wagi dla automatyzacji produkcji
Wagi dla automatyzacji produkcji
![]() Sygnalizacja i dozowanie
Sygnalizacja i dozowanie
![]() Moduły wagowe
Moduły wagowe